刀片刺网又名刮刀型刺丝,是一种发展起来的防护、隔离能力较强的新型防护网产品。锋利的刀型刺由双线扣装后成蛇腹状,既美观又让人不寒而栗。起到了很好的阻吓作用。同时该产品具有美观、防阻效果好、施工便利等优点。
刀片刺绳一般用于监狱做防护用,因刀片锋利不易触摸,起到一定的吓阻作用那个,刀片刺绳,用途比较广泛,他可以用于居民的墙体防护,也可以用来圈地等,该刺绳防盗效果比普通刺绳要好,价格也不高,所以刀片刺绳越来越应用广泛。
刀片刺网又名刀片刺绳,是一种发展起来的防护、隔离能力较强的新型防护产品。
型号:刀片刺网分为BTO与CBT两种
BTO包括 BTO-10 BTO-18 BTO-22 BTO-28 BTO-30
CBT包括 CBT-60 CBT-65
BTO-22为国内最常用型号(其它型号也可以订做)。
不锈钢刺绳根据含镍的不同应用的领域也不一样,在干燥的室内环境中使用304不锈钢效果相当好。但是,在乡村和城市要想在户外保持其外观,就需经常进行清洗。在污染严重的工业区和沿海地区,表面会非常脏,甚至产生锈蚀。但要获得户外环境中的审美效果,就需采用含镍不锈钢。所以,304不锈钢广泛用于幕墙、侧墙、屋顶及其它建筑用途,但在侵蚀性严重的工业或海洋大气中,最好采用316不锈钢。




公司项目管理部拥有焊工、高空作业工、放样工、技术员、施工员等数十名员工,配备各类起吊设备、发电机、运输车、焊机、电动扳手等。可从事各类钢构件组装、焊接、安装、现场施工、土石方施工等,为客户提供了一条龙专业服务。在铁塔、塔架、公路构件、管廊构件、养殖场构件等安装服务中以优质的服务水准获得客户的认可。


公司项目管理部同时可承接各类轻钢厂房、钢结构办公楼、网架工程、大棚工程、铁路站台等钢结构工程。


L 型钢俗称角钢、角铁,角钢(Angle steel)是两边互相垂直成角形的长条钢材。根据边长不同分为等边角钢和不等边角钢,根据角钢角部不同又有外圆角和外直角角钢之分。等边角钢的两个边宽相等,其规格以边宽×边宽×边厚的毫米数表示。如"L30×30×3",即表示边宽为 30毫米、边厚为3毫米的等边角钢。角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件,广泛地用于各种建筑结构和工程结构,如设备框架、房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库等
结合自身工序需求和市场发展,公司投入二千余万元,独创全自动高速环保型角钢生产线,以生产80以下角钢为主,可供应长度4-12m、材质Q195、Q235、Q345(或客户指定其他材质)的角钢产品,年产量达到10万吨。产品具有成型好、精度高、材质保证、表面质量高、生产品种灵活、交货期短等诸多优势,具有非常大的市场空间。
产品指标
1、钢牌号符合GB/T 700的相关规定,一般材质为Q195、Q235、Q345。
2、定尺长度一般为6m,也可生产4-12m的其他长度尺寸。
3、其它产品:表中以外的宽度也可以进行生产,宽度范围为15-100mm,表中以外的厚度也可以进行生产,厚度范围为 1.5-6.0mm。
4、每捆重量约4-5吨。







































公司热镀锌车间拥有业内领先的两条热镀锌生产线,大锌锅生产线能够热浸锌加工体积长宽高15*1.65*3m以内的构件,小锌锅生产线能够热浸锌加工体积长宽高7*1*2m以内的构件。年热浸镀锌加工能力10万吨。公司热镀锌生产线全部取得正规环评手续,取得了排放污染物许可证,通过了青白江区环保局环境标准化审核,通过了四川省生态环境厅清洁生产审核验收,取得了成都市安监局颁发的安全生产标准化证书。
热镀锌车间下辖四个生产班组,拥有丰富镀锌生产经验专业生产技术人员70多人,公司管理层及关键工艺技术人员有二十多年的热浸镀锌行业生产管理经验,长期致力于热浸镀锌钢构件技术工艺的进步。并和华南、华东相关厂家友好合作,形成优势互补,推动了四川地区热镀锌钢构件行业发展。
公司拥有专业的物理和化学分析实验室,以先进技术手段和高科技检测设备确保生产工艺的有效实施,从而保障高品质的产品呈现给客户。公司拥有强大的自主创新能力,自行设计并应用的环保酸洗房、锌烟罩技术获省市专家的推荐。
公司热浸镀锌对外加工各类钢构件,拥有铁塔类专业打包人员,热忱欢迎新老客户洽谈合作。








成都热镀锌
热镀锌也称热浸镀锌,是钢铁构件浸入熔融的锌液中获得金属覆盖层的一种方法。热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,热镀锌后的工件在常规气候中耐腐蚀能力可达到50年。近年来随输电、交通(道路、高速、高铁)、市政设施、通讯、建筑、户外钢构等事业迅速发展,对钢铁件防护要求越来越高,热镀锌需求量也不断增加。成都青冶正星专业制作电力铁塔、高铁接触网、立柱、公路护栏及立柱、路灯杆、幕墙支架等,承接各类钢构件热镀锌加工,是成都地区热镀锌行业的佼佼者。
中文名:成都热镀锌
外文名:ChengDu Hot-dip galvanized
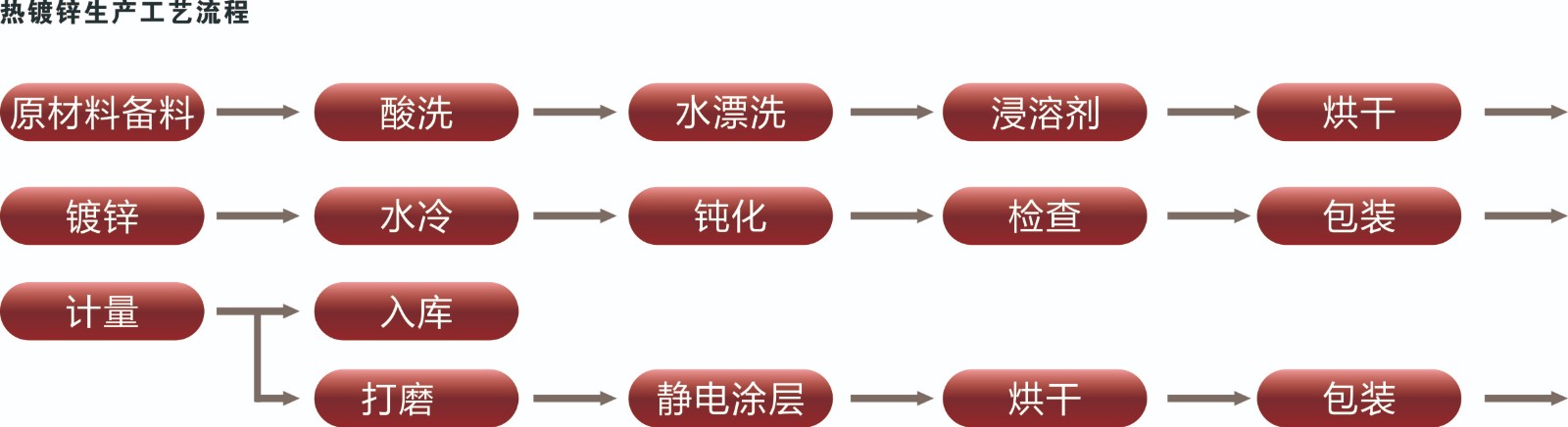
工艺流程
工件→脱脂→水洗→酸洗→水洗→浸助镀溶剂→烘干预热→热镀锌→整理→冷却→钝化→漂洗→干燥→检验。本成都热镀锌工艺流程由专业生产厂家——成都青冶正星金属制品有限公司倾情提供。
关键过程镀锌简述:
经烘干的待镀件用行车挂住缓缓倾斜地浸入锌液中,镀件全部浸入锌液后,静置1~3分钟,然后用刮灰板缓缓地将锌液表面的氧化锌灰及溶剂残渣刮开,同时,行车工将镀件先下锌锅那端缓缓升起,达到一定的倾斜度后再两端同时缓缓地提离锌液面。如果遇到有的结构件成死角处的锌液无法流出,镀锌工必须用刮锌板将存于死角处的锌液拨出流尽,否则,将严重影响镀件的外观质量。镀件吊离锌液面后必须马上吊入清水槽进行水冷却,否则,锌件将变得灰暗无光泽,甚至产生龟裂纹。如果遇到有超长镀件,必须在将一端浸镀好后,另一端浸锌前在两次镀锌交接处刷上溶剂,再进行另一端的浸镀。由于超长镀件需分两次镀锌,因此,外观质量不及一次镀好的镀件,因而必须征求客户意见并详细地向客户解释清楚产生此类现象的原因及结果。经客户认可后才能进行超长镀件的热镀锌操作。
镀锌工艺:
锌液温度448℃~455℃
浸锌时间1~3分钟
提升速度0.5~1m/min
水冷工艺:
冷却水温度:常温
冷却水酸碱度:PH6.5~8
冷却水必须是清澈的,并且不得有异味
冷却时间:30s-2min
质量检查
在生产过程中,对热镀锌外协件表面镀锌层的检查,一般是采用人工观察的办法,根据GB/T 13912-2002的质量要求,镀件应具有完整和光洁的镀锌层,不允许有气泡、锌瘤、灰暗、裂纹及漏镀等庇病,允许有不大的粗糙面存在,在实际生产过程中,检查工可以由经验来判断合格品及不合格品的方法大致如下:
a) 整个镀件上的镀锌层完整、光滑、无任何缺陷;
b) 镀件镀锌层表面色泽有轻微的不均匀及一些已干的水渍痕迹;
c) 镀件表面轻微的粗糙不平及一些细小的锌瘤;
d) 镀件表面有一些轻微的、短小的机械擦伤;
e) 镀件表面有很小的芝麻点状黑点,用细砂纸轻轻擦拭很快就消失,其内部仍有完整的镀锌层存在。
以上几种情况均属于合格品,不合格品的方法如下:
a) 镀件表面上有大量漏镀露铁斑疤、气泡及严重的锌瘤存在;
b) 表面上有凝固的较大、较多的锌滴及波浪状堆积;
c) 镀件表面上出现无纯锌层的灰暗色现象;
d) 镀件表面上有明显的龟壳状裂纹及铁锈泥迹等;
e) 镀锌层表面上出现大面积或较长、较深的机械擦伤痕迹等;
f) 镀件表面上有很多小的芝麻点状黑点,经细砂纸轻轻擦拭仍不消失;
以上现象的不合格品产生后,必须退回酸洗工序重新进行酸洗处理后再镀锌;
镀锌质量:镀锌层厚度用专业涂层测厚仪进行监测,每挂进行测试,涂层测厚仪由车间主任定期校正;镀锌层均匀性试验和附着力试验由化验室根据客户需求进行,试验方法根据GB/3091国家标准附录规定执行。
产品质检标准:外协加工件没有特别说明的按GB/T 13912-2002《金属覆盖层钢铁制件热浸镀锌层 技术要求及试验方法》标准进行检验,客户有特殊需要的,根据供需双方合同要求进行相关检验。